XIAMEN SENGKEN INDUSTRY&TRADE CO.,LTD.
Mold making process flow: drawing review; material preparation; processing; mold base processing; mold core processing; electrode processing; mold parts processing; inspection; assembly; flying mold; mold trial; production. Some molds that require strong pulling and ejection need to add a strong pull and ejection mechanism, such as drilling screw holes on the ejector plate.It goes in twelve steps:
Drawing review → Material preparation → Processing → Mold base processing → Mold core processing → Electrode processing → Mold parts processing → Inspection → Assembly → Flying mold → Mold trial → Production

Some of the processes are parsed as follows:
1. Mold base processing:
1) Numbering: The numbering should be uniform, and the mold core should also be numbered. It should be consistent with the number on the mold base and in the same direction. It can be aligned during assembly to avoid errors.
2) A/B plate processing (moving and fixed mold frame processing):
① A/B plate processing should ensure that the parallelism and verticality of the mold frame are 0.02mm;
② Milling machine processing: screw holes, water holes, thimble holes, machine nozzle holes, chamfering;
③ Fitter processing: tapping, trimming burrs.
3) Panel processing: The milling machine processes the boring machine nozzle hole or the material nozzle hole.
4) Processing of the ejector pin fixing plate: The ejector plate and the B plate are connected with a back pin. With the B plate facing up, drill the ejector pin hole from top to bottom. To countersunk the ejector pin, the ejector plate needs to be turned over and the bottom is upward. For correction, rough processing with a drill is done first. , then use a milling cutter to finish and chamfer in place.
5) Bottom plate processing: marking, correction, boring, chamfering.
(Note: Some molds that require strong pulling and ejection need to add a strong pull and ejection mechanism, such as drilling screw holes on the ejector plate)

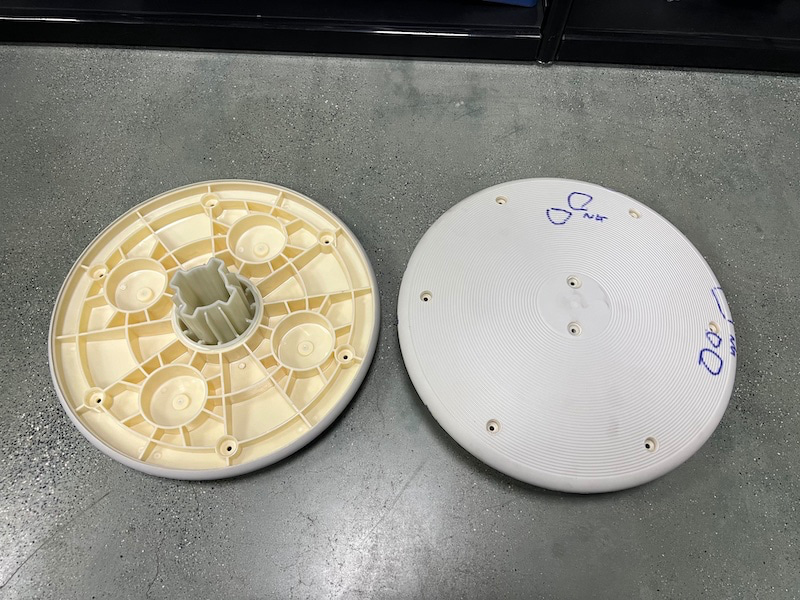
2. Mold core processing:
1) Flash (rough machining of flying six edges): Processed on a milling machine to ensure verticality and parallelism, leaving a grinding allowance of 1.2mm.
2) Coarse grinding: Large water grinding process, grind the large surface first, then clamp the small surface with a batch grinder to ensure the verticality and parallelism are 0.05mm, leaving a margin of 0.6-0.8mm on both sides.
3) Milling machine processing: first calibrate the milling machine head to ensure that it is within 0.02mm, calibrate and compress the workpiece, first process the screw hole, thimble hole, threading hole, countersunk hole for inserting needle, machine nozzle or material nozzle hole , chamfer the diverter cone hole and make a water carrying hole, and mill the R angle.
4) Fitter processing: tapping, typing.
5) CNC rough machining
6) Heat treatment: External heat treatment HRC48-52.
7) Precision grinding: Large water grinding process to be 0.04mm negative than the mold frame to ensure that the parallelism and verticality are within 0.02mm.
8) CNC finishing
9) EDM
10) Mold saving: ensure smooth finish and control the cavity size.

3. Mold parts processing:
1) Slide processing:
① First, rough the six sides with the milling machine
② Precision grinding six sides to size requirements
③ Milling machine rough processing hanging table
④ The hanging table is finely ground to the size requirements and slidably matched with the mold frame.
⑤ Use a milling machine to process the slope, ensuring that the slope is consistent with the pressing block, leaving a margin for flying molds
⑥ Drill water transportation and slant guide holes. The slant guide column hole should be 1 mm larger than the guide column and be chamfered. The slope of the slant guide column hole should be 2 degrees smaller than the slope of the slider slope. The inclined guide column holes can also be processed together with the mold base after the mold is completed and the upper mold is closed, depending on different situations.
2) Pressing block processing
3) Diverting cone gate sleeve processing
4) Insert processing
3rd Floor,No.686,TongJi NorthRoad TongAn District,Xiamen,Fujian,China(361000)




 IPv6 network supported
IPv6 network supported one-stop service
one-stop service